- Heim
- Nachrichten
- Der Blog
- Leitfaden zum FSW-Schweißen von Aluminiumlegierungen: 6 häufige Probleme
Leitfaden zum FSW-Schweißen von Aluminiumlegierungen: 6 häufige Probleme
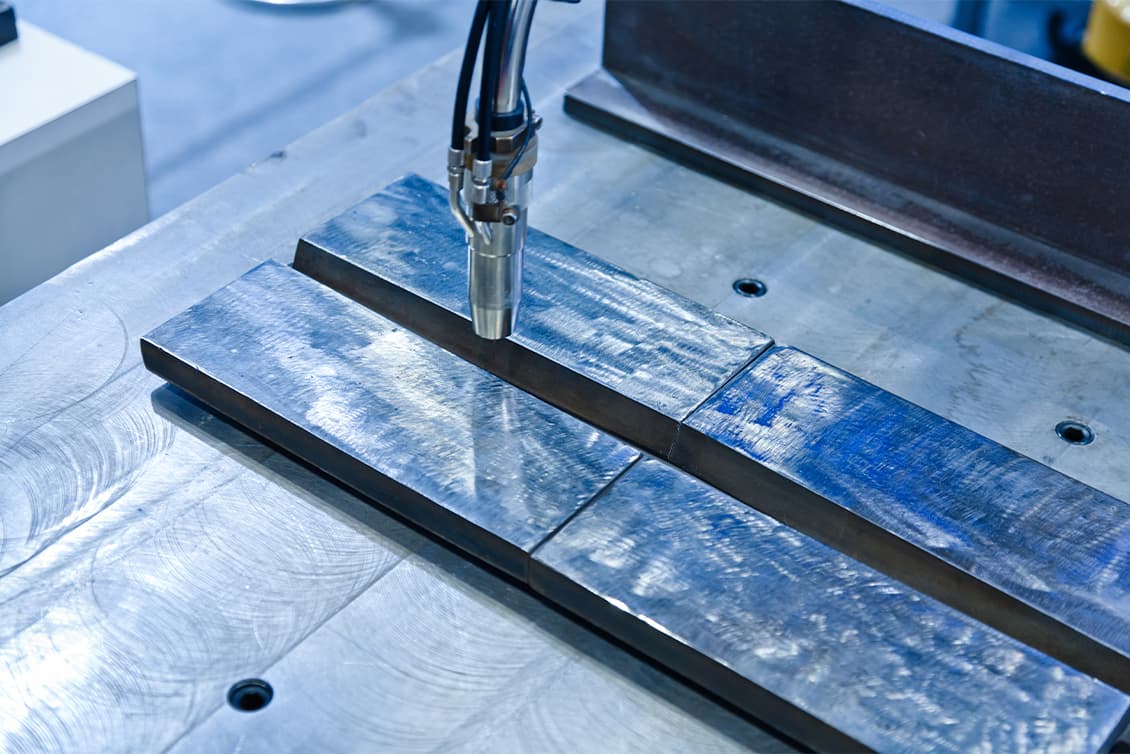
Mit dem weltweiten Trend zur Leichtbauweise hat sich das Rührreibschweißen (FSW) von Aluminiumlegierungen zu einem zentralen Verfahren in der Automobilproduktion, der Fertigung von Komponenten für Elektrofahrzeuge und der Luft- und Raumfahrt entwickelt. FSW nutzt ein Festkörperverbindungsverfahren, bei dem die von einem schnell rotierenden Werkzeug erzeugte Reibungswärme das Aluminiummaterial erweicht, anstatt es zu schmelzen. Dadurch werden typische Fehler des herkömmlichen Schmelzschweißens wie Risse, Porosität und übermäßige Wärmeeinflusszonen vermieden. Diese revolutionäre Technik eignet sich besonders gut für die Herstellung von Leichtbauteilen mit dünnen Wänden und komplexen Geometrien. Dieser Artikel beschreibt sechs häufige Probleme beim FSW-Schweißen von Aluminiumlegierungen. Sollten Sie auf eines dieser Probleme stoßen, bietet Ihnen Tung Shuhn Precision kompetente Lösungen, um die Fertigungseffizienz entlang Ihrer globalen Lieferkette zu optimieren.
-
Geringe Produktionseffizienz aufgrund langsamer Schweißgeschwindigkeit
Eine der häufigsten Herausforderungen beim Aluminium-FSW sind nicht aufeinander abgestimmte Prozessparameter. Ein ungünstiges Verhältnis zwischen Werkzeugdrehzahl und Verfahrgeschwindigkeit kann zu einer unzureichenden oder übermäßigen Wärmezufuhr führen und so die Schweißgeschwindigkeit deutlich reduzieren. Bei Massenanwendungen wie Batteriegehäusen für Elektrofahrzeuge und Fahrgestellhalterungen wirkt sich dies direkt auf die Produktionskapazität und die Lieferzeiten aus.
-
Defekte im Verbindungsbereich, wie Tunnellöcher oder Hohlräume
Aufgrund der hervorragenden Wärmeleitfähigkeit von Aluminium kann eine ungleichmäßige Temperaturverteilung beim FSW-Verfahren zu einem ungleichmäßigen Materialfluss und damit zu Tunneldefekten oder Mikrohohlräumen führen. Diese inneren Fehler können die Festigkeit der Verbindung um 60–80 % reduzieren und unter dynamischer Belastung zu Ermüdungsbrüchen führen, was in der Luft- und Raumfahrt sowie im Automobilbereich erhebliche Sicherheitsrisiken birgt.
-
Übermäßige Restspannung nach dem Schweißen, die zu Verformungen führt
Obwohl FSW ein Festkörperprozess ist, können die dabei auftretenden thermischen Zyklen dennoch erhebliche Eigenspannungen in Aluminium verursachen, insbesondere in dünnwandigen Strukturen wie Fahrradrahmen und Drohnenkörpern. Eine falsche Spannungsverteilung kann zu Bauteilverzerrungen führen, die die Montagegenauigkeit und die Qualität des Endprodukts erheblich beeinträchtigen.
-
Ungleichmäßige Oberflächenrauheit beeinträchtigt die Nachbearbeitung
Häufige Probleme wie Grat- und Oxidschichten nach dem FSW können dazu führen, dass die Oberflächenrauheit (Ra) 6–8 μm überschreitet und damit weit über den Industriestandards liegt. Dies beeinträchtigt nicht nur das Erscheinungsbild, sondern kann auch die Lackhaftung und Korrosionsbeständigkeit beeinträchtigen – entscheidende Faktoren in der Luft- und Raumfahrt sowie in der Medizintechnik.
-
Materialverträglichkeit führt zu unzureichender Schweißfestigkeit
Verschiedene Serien von Aluminiumlegierungen (2xxx, 6xxx, 7xxx) unterscheiden sich in ihrer chemischen Zusammensetzung und ihren Wärmebehandlungszuständen. Beim FSW kann dies zu Elementseigerung und inkonsistenten Mikrostrukturen führen, wodurch die Schweißzugfestigkeit nur 65–75 % des Grundmaterials erreicht – unzureichend für hochfeste Anwendungen.
-
Gerätewartung und Werkzeuglebensdauermanagement
FSW-Werkzeuge, die bei der Aluminiumverarbeitung unter hohen Temperaturen und Drücken arbeiten, unterliegen insbesondere im Schulter- und Stiftbereich einem hohen Verschleiß. Eine Verschlechterung der geometrischen Genauigkeit führt zu Schweißinstabilität und Qualitätsschwankungen, was in der rund um die Uhr laufenden Automobil-OEM-Produktion zu erheblichen Verlusten führt.