鋁合金 FSW 焊接指南:6大常見問題
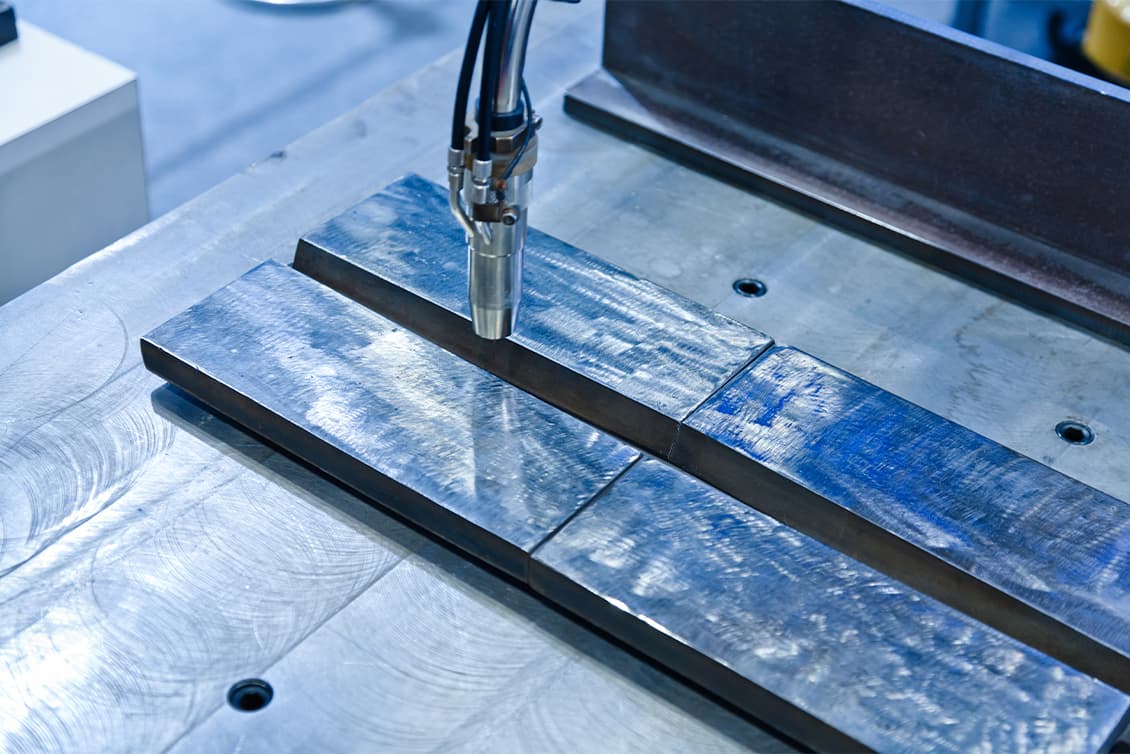
在全球輕量化趨勢推動下,鋁合金 FSW(Friction Stir Welding,摩擦攪拌焊接)技術已成為汽車製造、電動車零件加工和航太領域的核心工藝。FSW 焊接採用固態接合技術,透過高速旋轉的攪拌頭產生摩擦熱,使鋁合金材料達到塑性變形溫度而非熔點,有效避免傳統熔融焊接的裂紋、氣孔和熱影響區過大等缺陷。這項革命性技術特別適合薄壁結構和複雜幾何形狀的輕量化零件製造。本文提出鋁合金 FSW 焊接的 6 大常見問題,透過如果您剛好遇到,同順精密願意提供專業解決方案,助您優化全球供應鏈製造效率。
-
焊接速度過慢導致生產效率低下
鋁合金 FSW 焊接最常遇到的挑戰是工藝參數不匹配。攪拌頭轉速與前進速度的黃金比例失衡,導致熱輸入不足或過量,焊接速度大幅降低。在電動車電池殼體、汽車底盤支架等大批量生產中,這直接影響產能與交期。
-
接頭處出現缺陷,如隧道孔或空洞
鋁合金優異的熱導率特性,在 FSW 過程中容易造成溫度分布不均,導致材料塑性流動失衡,形成隧道缺陷或微孔洞。這些內部缺陷不僅降低接頭強度 60-80%,更可能在動態載荷下引發疲勞斷裂,對航太和汽車安全零件極為危險。
-
焊後殘餘應力過高,造成變形
儘管 FSW 屬於固態焊接,但鋁合金在熱循環作用下仍會產生顯著殘餘應力,尤其在薄壁結構(如腳踏車框架、無人機機身)中更為明顯。不當的應力分布會導致零件彎曲變形,嚴重影響後續裝配精度和產品品質。
-
表面粗糙度不均,影響後續處理
FSW 焊接後常見的閃邊(flash)和表面氧化層問題,導致表面粗糙度 Ra 值超過 6-8μm,遠超工業應用標準。這不僅影響美觀,更可能降低塗裝附著力和耐腐蝕性能,在航太和醫療器械領域尤其關鍵。
-
材料相容性導致焊縫強度不足
不同系列鋁合金(2xxx、6xxx、7xxx)的化學成分和熱處理狀態差異,在 FSW 過程中易發生元素偏析和金相組織不均,導致焊縫抗拉強度僅達母材 65-75%,無法滿足高強度應用需求。
-
設備維護與工具壽命管理
FSW 攪拌頭在鋁合金高溫高壓環境下容易磨損,特別是肩部和攪拌針的幾何精度劣化,導致焊接不穩定、品質波動,在 24 小時連續生產的汽車 OEM 代工中造成重大損失。
鋁合金 FSW 焊接技術雖具備固態接合、低變形、高品質等顯著優勢,但工藝參數優化、品質控制和設備管理仍需專業經驗。同順精密工業作為台灣金屬加工業的創新標竿,憑藉 37 年深厚技術底蘊和彰化產業聚落優勢,為全球客戶提供從設計開發到量產交付的一站式服務。面對電動車、航太、綠能等新興產業的轉型需求,我們持續投資先進設備和人才培育,致力成為亞太地區 FSW 焊接技術的領導者。